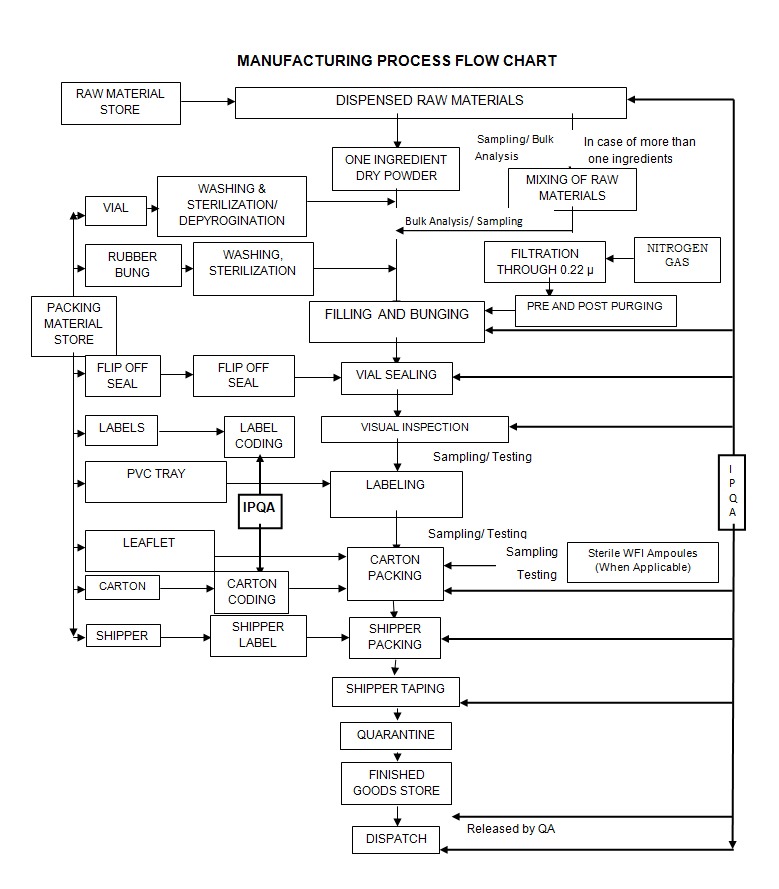
State-of-the-art pharmaceutical infrastructure designed to meet national and international regulatory standards.
Focus on scale, automation, dosage forms, and export readiness.

We offer a wide range of healthcare services to meet your needs.